该断的不断,不该断的总断,切断切槽的最大困
作者:五金冲压件 文章来源: 本站原创 发布时间:2019-08-15 18:41
切断切槽是特殊的车削应用,对刀具有着很高的要求。在日常生产中,因其加工特性,排屑不畅、断刀崩刃的情况经常发生,这不仅严重影响了加工安全性和零件表面质量,同时也降低了刀具寿命,使刀具成本居高不下。这是大家在切断切槽加工中遇到的最大困惑。
掌握必要的加工技巧,采用正确的编程方法,合理使用冷却液都能为切断切槽加工带来显著不同。
加工技巧
在进行切断切槽加工时有很多加工技巧值得借鉴,比如在切断时:
确保刀具悬伸尽可能短以提高稳定性,最大为刀片宽度的8-10倍。(选择宽度较窄的刀片也可以帮助节省材料)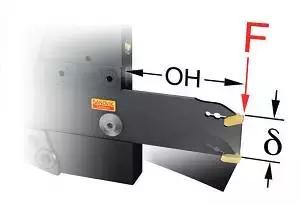
确保中心高度在±0.1 mm范围内,这样可以获得最佳性能的切削 - 低于中心将增大飞边尺寸,而高于中心将加快后刀面磨损。需要注意的是进行长悬伸加工时,最好将切削刃置高于中心高的位置,以补偿刀具本身向下的挠曲度。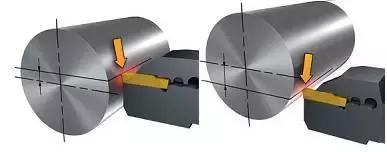
在零件掉落之前的2mm处,将进给率最多减少75%,这样会减小切削力并大幅延长刀具寿命。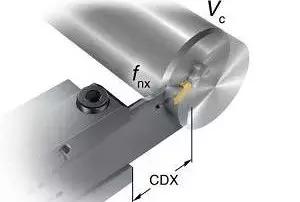
当机床到达转速限制时,应关闭冷却液以避免产生积屑瘤,尤其在加工不锈钢工件时。
为了避免刀片破裂,进给最好不要过中心点。一般来说,距离中心0.3 mm时就可以停止进给,零件会在自身重量作用下掉落。如果机床带有副主轴,则可以在到达中心前停止加工,并用副夹头将零件拉断。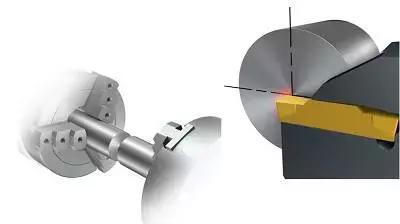
编程方法
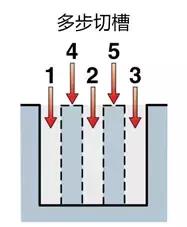
在大多数情况下,单步切槽是最经济、生产率最高的切槽方法。但是,当需要进行宽槽加工或轴肩之间的车削时,我们还可以采用多步切槽、插车或坡走切槽的编程方法。这3种方法均为粗加工工序,之后我们需要再执行一道单独的精加工工序。
我们的经验是:
如果槽的宽度小于深度,应采用多步切槽方法。此时,由于后续几道切槽的余量将小于刀片宽度,我们可以将进给率提高30-50%。
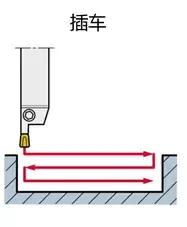
如果槽的宽度大于深度,可以选择插车。但是,不要对着肩部进给。
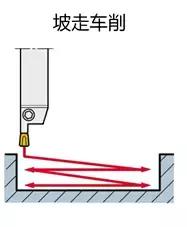
对于细长零件,坡走切槽是一种很不错的方法。零件所受的径向切削力会较常规方式小,可以在一定程度上避免振动的产生。采用这种切削方式时,刀片的切削部位一直在变化,刀具的切削刃口得到了充分利用,这样刀具磨损更为稳定和均匀,从而获得更长的刀具寿命。为了避免在完成精加工时出现尺寸偏差,我们可以预留更多的切削余量,一般建议预留的切削深度应大于刀尖圆弧半径。预留大余量的另外一个好处是能给刀片施加一定的轴向切削力,在微观角度上实现刀片的挠曲变形,从而在切槽过程中实现更佳的表面光洁度。
冷却液使用
合理使用冷却液是应对断屑问题的关键。当加工具有低导热性的材料,比如某些不锈钢、钛合金和耐热合金时,高压冷却液能带来最佳的加工效果。高压冷却液对低碳钢、铝和双相不锈钢等粘性材料的断屑也会起到很大作用。最新喷嘴技术可以将冷却液射流精确地引向切削位置。与专用刀片槽型配合使用,我们还可以改进切削参数,延长刀具寿命。图文转至网络,若内容涉嫌侵权,请告知我们删除!
小编推荐文章:电磁阀的12大特性及动作原理讲解
